- HOME
- オークマの技術 知能化技術
- サーボナビ
オークマの技術 知能化技術

サーボ制御の最適化で高精度・安定動作を長期間維持
サーボ制御の最適化を自動で行うことにより、加工精度・加工面品位を向上させます。
また、機械を長く使用した場合(経年変化)に発生する反転突起や異音、振動、畳目、うろこ目などを即座になくすことができ、高精度・安定動作を長期間維持します。
最適な設定を自動でできる機能
サーボナビAI (Automatic Identification)
設定方法と機械動作
- 測定する軸以外の軸を退避(干渉防止)
- ワーク重量・イナーシャ自動設定機能を起動
- 測定する軸が動作
- ワーク重量・イナーシャに基づくパラメータ設定完了
- 加工開始
マシニングセンタ専用機能
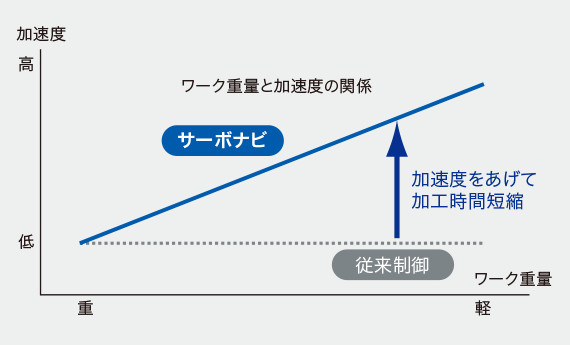
ワーク重量自動設定
テーブル移動型のマシニングセンタの場合、従来の方式ではテーブルに積載するワーク・治具などの重量にかかわりなくテーブル送りの加速度は同じでした。
サーボナビ ワーク重量自動設定は、テーブル上のワーク・治具の重量を推定することで、加速度を含むサーボパラメータを自動で最適に設定し、加工精度を維持したまま、加工時間を短縮します。
プレス金型 仕上げ加工時間比較
- 加工時間 12% 短縮
- 従来:約13時間
- サーボナビ:約11.5時間
シミュレーションによる比較。
金型など頻繁に加減速を繰り返す形状加工では特に高い効果が得られます。
ターニングセンタ専用機能
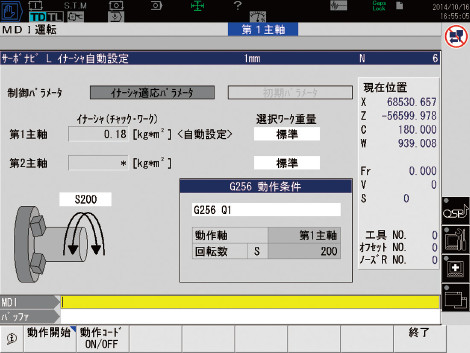
イナーシャ自動設定
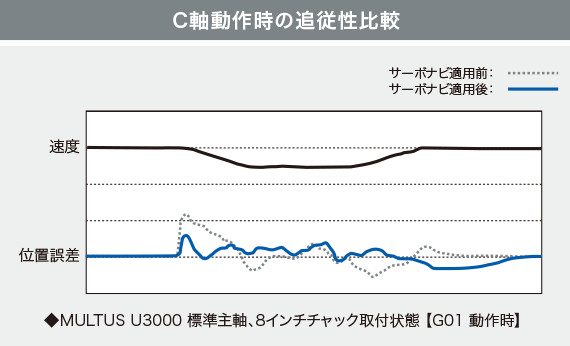
従来はチャックやワークを変更すると、イナーシャ(慣性質量)が変化し、それに伴いC軸の位置誤差が大きくなることがありました。
サーボナビ イナーシャ自動設定は、加速トルクから、チャック・ワークのイナーシャを推定し、最適なサーボパラメータを自動で設定することで、高精度・安定動作を維持できます。
機械をより長く使用できる機能
サーボナビSF (Surface Fine tuning)
設定方法と機械動作
- 調整する移動軸以外の軸を退避(干渉防止)
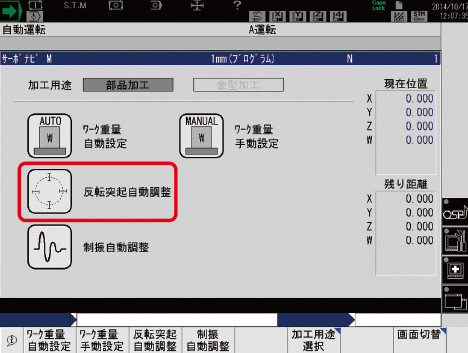
- サーボナビ 反転突起自動調整機能 起動
- 調整する移動軸の直線および円動作
- 調整終了
- 加工開始
保守点検時など、定期的に調整して頂くことが最適です。
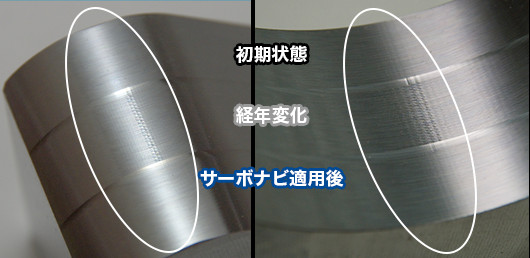
反転突起自動調整
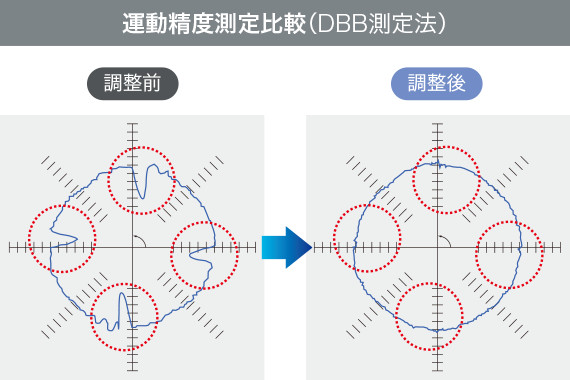
工作機械は稼動期間と共に摺動抵抗が変化し、機械納入当初の最適であったサーボパラメータに対し、ずれが生じます。その結果、動作の反転部などで加工面に筋目が見えるなど、加工精度・加工面品位に影響が出る場合があります。
例えば、曲面形状を切削するとき、反転部において、摺動抵抗が大きい場合は削り残しによる筋が、摺動抵抗が小さい場合は削り過ぎによる食込み目が反転突起として現れることがあります。
サーボナビ 反転突起自動調整は摺動抵抗の変化にあわせて、サーボパラメータを最適化することで加工精度を維持します。
加工精度・加工面品位の改善については、アブソスケール仕様で高い効果が得られます。
アブソスケール仕様でない場合は、バックラッシュ補正を適正に設定してください。
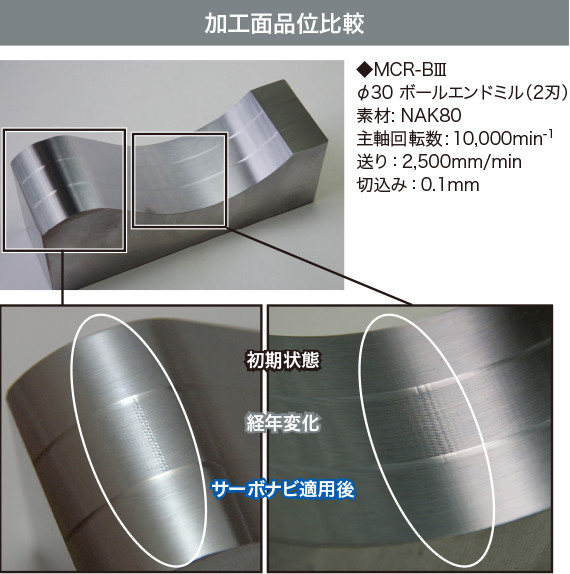
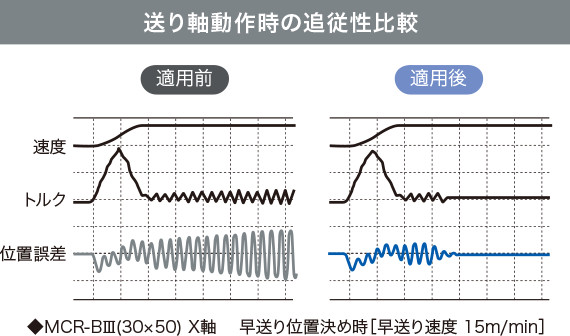
制振自動調整
経年変化によって機械の状態が変化すると、異音や振動、畳目、うろこ目が発生することがあります。サーボナビ 制振自動調整により、機械の状態が変わっても異音や振動を即座になくすことができます。
また、ボールネジの交換サイクルをより長くできるため、機械の長寿命化にも貢献します。