
“Machining Navi”通过对加工状态的“可视化”, 使任何人都能够轻松且充分地发挥机床与刀具的能力,是一款划时代的工具。
导入价值
充分地发挥机床和刀具的能力
瞬间搜索合适加工条件, 实现高效率加工。并且通过对用户感觉的“可视化”, 能够充分地发挥机床与刀具的能力。
根据加工内容的组合
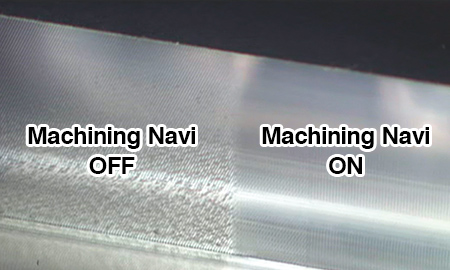
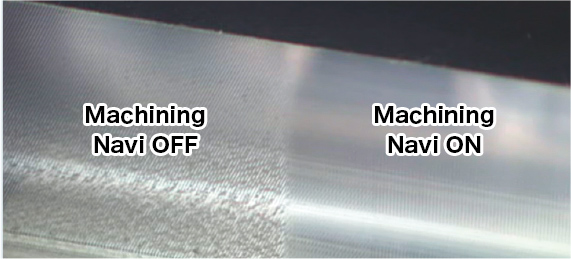
主轴转速的优化
主轴转速较高的铣削加工时, 通过把主轴的转速转换到优化状态, 可抑制加工中的振刀现象。
(Machining Navi M-i, M-gⅡ, M-gⅡ+)
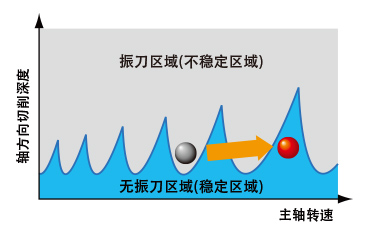
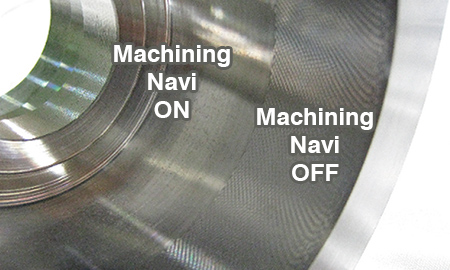
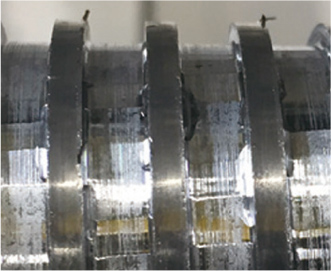
通过主轴转速的变动强化不振刀区域(稳定区域)
对于主轴转速较低的铣削/车削加工, 利用提高主轴的转速来抑制加工振刀比较困难, 通过恰当地改变主轴转速, 可强化不振刀区域(稳定区域)。
(Machining Nav M-i, M-gⅡ+, L-gⅡ)

轻松地导航用户的4个“Machining Navi”
铣削用加工条件搜索功能
Machining Navi M-i (主轴转速的优化/变动控制)
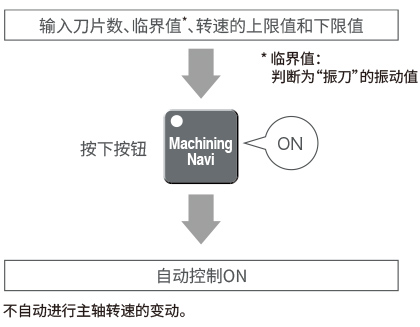
一切交给机床、想轻松加工 (自动控制功能)
Machining Navi通过安装在机床上的传感器测定振刀, 并自动变更到优化主轴转速。
即, 振动的测定、优化主轴转速的算出、主轴转速指令的变更的一系列动作都是自动进行的。
操作非常简单,3个步骤
Machining Navi M-i 的启动非常简单。只需完成3个步骤, Machining Navi就能搜索到优化的加工条件。
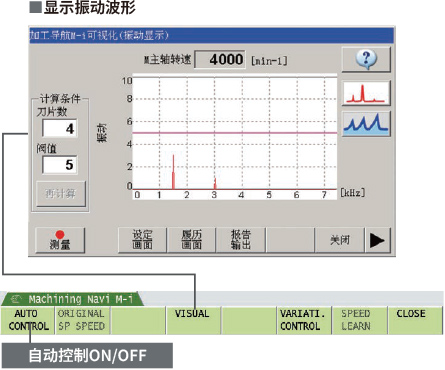
想快速找到优化的加工条件
对从低速区域到高速区域产生的各种加工振刀, 凝聚有效的对策方法, “可视化”优化的加工条件。
可以在自动控制功能的基础上, 作为进一步提高加工条件的工具使用。
- 提示有效的对策方法
- 通过安装在机械里的传感器检测和分析加工振刀,在从低转速到高转速的广泛的主轴转速区域内,提示有效的对策方法。

铣削用加工条件搜索功能
Machining Navi M-gⅡ (主轴转速的优化)
Machining Navi M-gⅡ+ (主轴转速的优化/变动控制)
看到分析结果, 希望变更加工条件
Machining Navi根据话筒收集的振刀声音将多个优化主轴转速候补值显示在画面上。然后通过触摸变更到所显示的优化主轴转速, 便可快捷地确认其效果。
- 搜索出优化的对策方案
- 通过安装在机床内的麦克风检测和分析加工振刀,提示有效的对策方法。
Machining Navi M-gⅡ主攻高转速状态下发生的振刀,Machining Navi M-gⅡ+*则有效抑制低转速状态下出现的振刀。 - * 龙门加工中心只采用Machining Navi M-gⅡ

车削加工条件搜索功能
Machining Navi L-gⅡ (主轴转速的变动控制)
想尝试没有振刀的车削
及时计算出主轴转速的变换幅度和变换周期的推荐值,在不降低主轴转速的情况下,导航无振刀的车削加工。
Machining Navi L-gⅡ基于振刀抑制原理,对主轴转速的变换模式进行了优化。由此,在下述案例中,刀具的极限长度提升了10%。

简单的操作为用户增添一种方法

注: 有与实际画面不相符的情况。
螺纹加工用加工条件搜索功能
Machining Navi T-g 螺纹切削
可同时实现成本控制和螺纹加工生产效率的提高
在螺纹加工中发生振刀时,通常的解决方法是降低加工条件,或者使用不易发生振刀的特殊刀具。
“Machining Navi T-g 螺纹切削”通过更改各切削路径的主轴转速,来打破振动的周期性,并抑制振刀的成长。
尽力发挥刀具的加工能力,普通的刀具实现安定的加工。

任何人均可简单且快速地抑制螺纹加工的振刀现象
使用“Machining Navi T-g 螺纹切削”优化加工条件仅需3步。
通过可视化画面, 显示出当前加工条件和推荐加工条件, 提出无振刀螺纹加工方案。

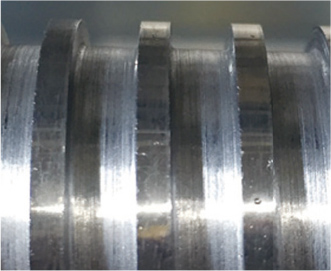
- Machining Navi T-g 螺纹切削 示例
- 加工L/D=23的长螺纹时, 即使使用自行式中心架也会产生振刀, 导致加工中断。
打开Machining Navi加工剩余的螺纹牙, 即使是发生振刀的工件, 也可获得良好的加工面。- 工件:ø34x798mm
- 材质:S45C
- 角螺纹加工 使用自行式中心架
<普通螺纹加工>
- 主轴转速
-
- 切削路径1 1400
- 切削路径2 1400
- 切削路径3 1400
- 切削路径4 1400
- ・
- ・
- 发生振刀
<Machining Navi T-g 螺纹切削>
- 主轴转速
-
- 切削路径1 1680
- 切削路径2 1120
- 切削路径3 1680
- 切削路径4 1120
- ・
- ・
- 加工完成