产品导航

视频阅览产品/技术信息
- V760EX/V920EX
- 实现减少安装空间的同时,拥有更高级别的加工区域。稳定加工异大径薄壁件和异形工件。
- 大径工件的稳定加工
- 即使对应不易装夹的大径薄壁件,或者不平衡的外形不规则工件等,均能实现稳定加工。
-

滑轮 -
轴承 -

阀体
-
- 宽大加工区域对应广泛的加工需求
- 在节省空间的同时,实现广泛的加工区域。拥有足够的空间(最大回转直径:ø800mm/V760EX、ø1,000mm/V920EX),即使异形工件也可实现装卡,满足用户广泛的加工需求。
-

-
- 优秀的高刚性结构实现强力、高精度加工
- 在高刚性、高减振性的大型床身上安装了坚固的箱型立柱。
刀尖和导轨保持极近距离,保证了可充分承受重切削负荷的刚性。
X、Z轴导轨面采用了方形滑动导轨,实现了对大件工件的强力、高精度加工。 -

-
- 立式车床的特性,实现高精度稳定加工
- 工件可依靠自重与卡盘基准面无缝紧贴,确保稳稳卡紧工件。可有效抑制因夹紧力造成的工件变形,所以也可实现从超薄工件到大直径、重工件的高精度、高稳定性加工。此外,手动装夹需要夹具的异形工件时,也无需支撑工件,因此装卸十分方便。
-
- 加工能力(实测值)
-

- 强力铣削实现工序集约
- 可安装更强力、更多的刀具
-
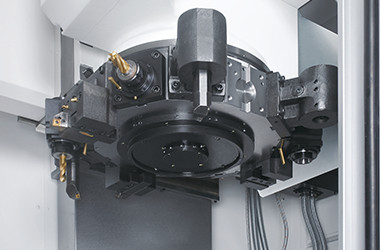
V760EX 1台机床即可完成车削和钻孔、立铣加工,且对应的加工种类广泛。
与旧机型相比动力刀具主轴功率得到大幅提高,可进一步实现强力加工和工序集约多元化。
最大限度减少与相邻刀具干涉的刀架,可在12个刀位全部安装铣削刀具。
依靠一次装卡进行从车削加工到铣削加工的全部过程,可减少半成品保管空间及工序间的待工时间。
另外,可排除安装工件时的装卡误差,提高了加工精度。
- 用广泛丰富的生产形态推动制造现场的变革
- 1台2用的高生产效率 (2SP-V760EX、2SP-V920EX)
-

标准的R机(右)与采取左右对称结构的L机(左)一体化,用1台数控设备驱动的双主轴规格 2SP-V760EX、2SP-V920EX。
通过1、2工序的连续加工,缩短准备时间。通过减少中途半成品等,用最小化的占地空间完成最大化的生产效率。
此外,由于采用了左右分离结构,不受其他轴的加工振动影响,可实现稳定的加工- 可对应机器人行走距离最短化的狭窄生产线组线。
基本信息
| V760EX [2SP-V760EX] |
V920EX [2SP-V920EX] |
||
|---|---|---|---|
| 标准卡盘尺寸 | inch | 15、18、21、24 | 24、28、32、36 |
| 最大加工直径 | ømm | 760 | 920 |
| 最大加工长度(高度) | mm | 770 | 860 |
| 主轴转速 | min-1 | 2,000 | 1,250 |
| 刀架型式 | V12 | V12 | |
| 主轴电机功率 | kW | 30/22(30分/连续) | 30/22(30分/连续) |
| 机床尺寸 (W×D×H) |
mm | 1,842×2,732×3,489 [3,680×2,732×3,489] |
2,252×2,845×3,693 [4,500×2,845×3,693] |
| 展开规格 | M | M、ATC※1 | |
| 数控装置 | OSP / FANUC | OSP / FANUC |
※M:铣削规格 ※1:ATC规格从V920EX中选择