产品导航

精度稳定
- 对于大、中型的箱体、异型工件的加工更具优势。
- 由于采用了箱型床身、立柱,使其具有高可靠性的高刚性结构。
- 加工的工件在自重的作用下与夹紧面紧密接触,可以进行稳定的加工。
- 高刚性结构
-
- 在刚性、减振性高的大型床身上,配置了坚固的箱型立柱,X、Z轴均采用了广角型的滑动面,具有高刚性、高可靠性结构。
- 采用了不受进给速度影响的平衡块式平衡器,从低速到高速均能实现稳定进给。
-
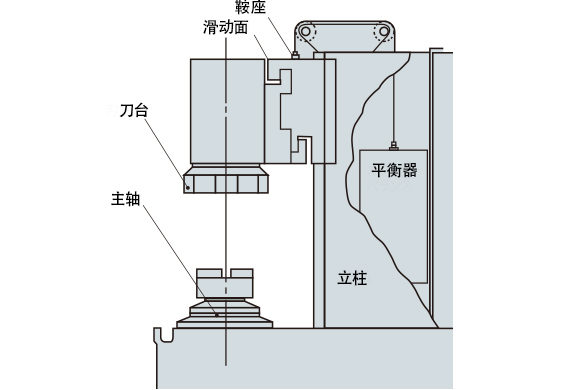
- 刀架
-
- 由于采用了充裕的大直径12角刀架,对包括残余变形在内的切削进给都可以方便地进行。
- 大直径联轴器的高精度分度和强有力的液压夹紧,使得强力切削成为可能。
-
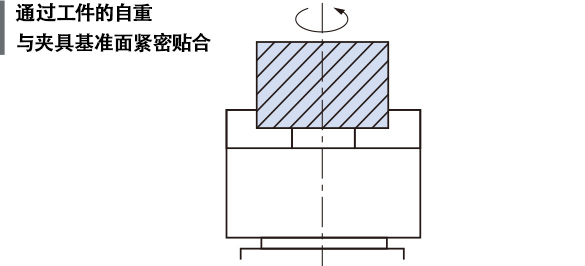
- 通过自重与夹具面紧密贴合 实现稳定的加工
-
- 加工工件因自体重量紧密贴合卡盘基准面,可稳定地夹持工件。
可抑制夹持力导致的工件歪斜,从薄壁工件到大径、重型工件,均可实现高精度稳定加工。
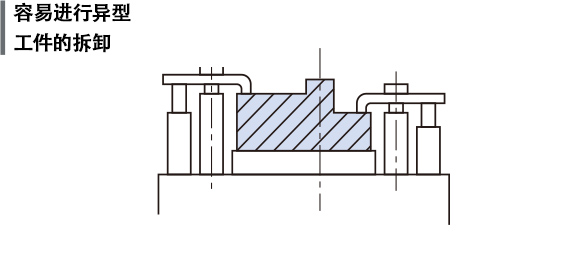
另外,手动使用夹具装卡夹持不规则工件时,不需要支撑工件,因此易于安装和拆卸。
- 加工工件因自体重量紧密贴合卡盘基准面,可稳定地夹持工件。
可抑制夹持力导致的工件歪斜,从薄壁工件到大径、重型工件,均可实现高精度稳定加工。
强力加工
- 采用大范围额定输出的电机。
- 将热位移、振动影响最小化的法兰结构主轴箱。
- 主轴
-
- 主轴台采用法兰结构,强固地固定在高刚性的箱型床身上。 实现了热位移、振动影响的最小化。
- 主轴采用了大功率大范围额定输出电机。并采用大直径主轴, 可以进行强力重切削。
| V40 / 2SP-V40 | V100R | |
|---|---|---|
| 主轴端型式 | A2-8 | ø380扁钢 |
| 外径 | ø120mm | ø200mm |
| 内径 | ø77mm | ø110mm |

高生产效率
- 通过工序结合半成品为零。
- 2轴系列(2SP-V40)
1台2用的高生产效率 -
- 因采用左右分离结构,可不受其他轴加工振动的影响,实现稳定加工。

基本信息
| V40R [2SP-V40] |
V100R | ||
|---|---|---|---|
| 标准卡盘尺寸 | inch | 12、15、18 | 36、40 |
| 最大加工直径 | ømm | 400 | 1,000 |
| 最大加工长度(高度) | mm | 450 | 890 |
| 主轴转速 | min-1 | 2,500 | 1,250 |
| 刀架型式 | V12 | V12 | |
| 主轴电机功率 | kW | 22/18.5(30分/连续) | 30/22(30分/连续) |
| 机床尺寸 (W×D×H) |
mm | 1,705×2,788×3,040 [2,970×2,738×3,040] |
2,735×3,445×3,510 |
| 展开规格 | M | M | |
| 数控装置 | OSP / FANUC | OSP / FANUC |
※M:铣削规格