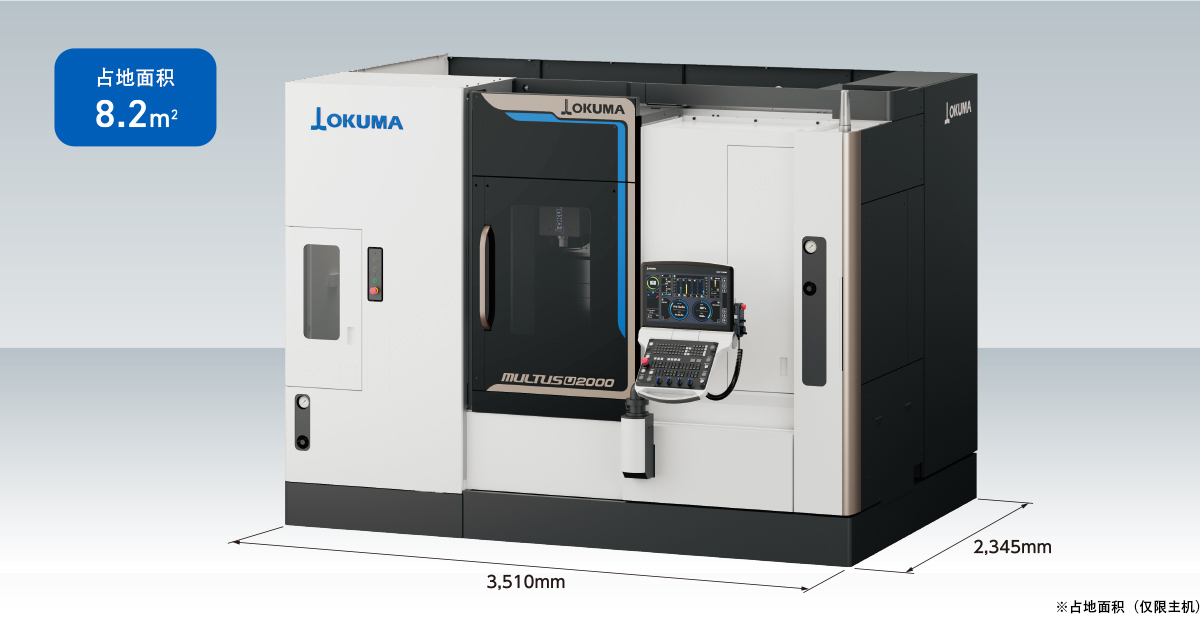
以节省空间的方式,实现工序集约与自动化适配
通过适应生产形态的自动化,实现多品种工件的长时间生产
凭借平整的机床正面与下刀架的正交轴结构,可轻松接近主轴进行作业。由于能够将机器人靠近机床进行安装,因此能够构建节省空间的机器人单元。除机器人外,还可设置装料器和棒式进料器,根据客户的生产形态,构建灵活的自动化系统。
通过高精度同步5轴加工,提升复杂形状零件的生产效率
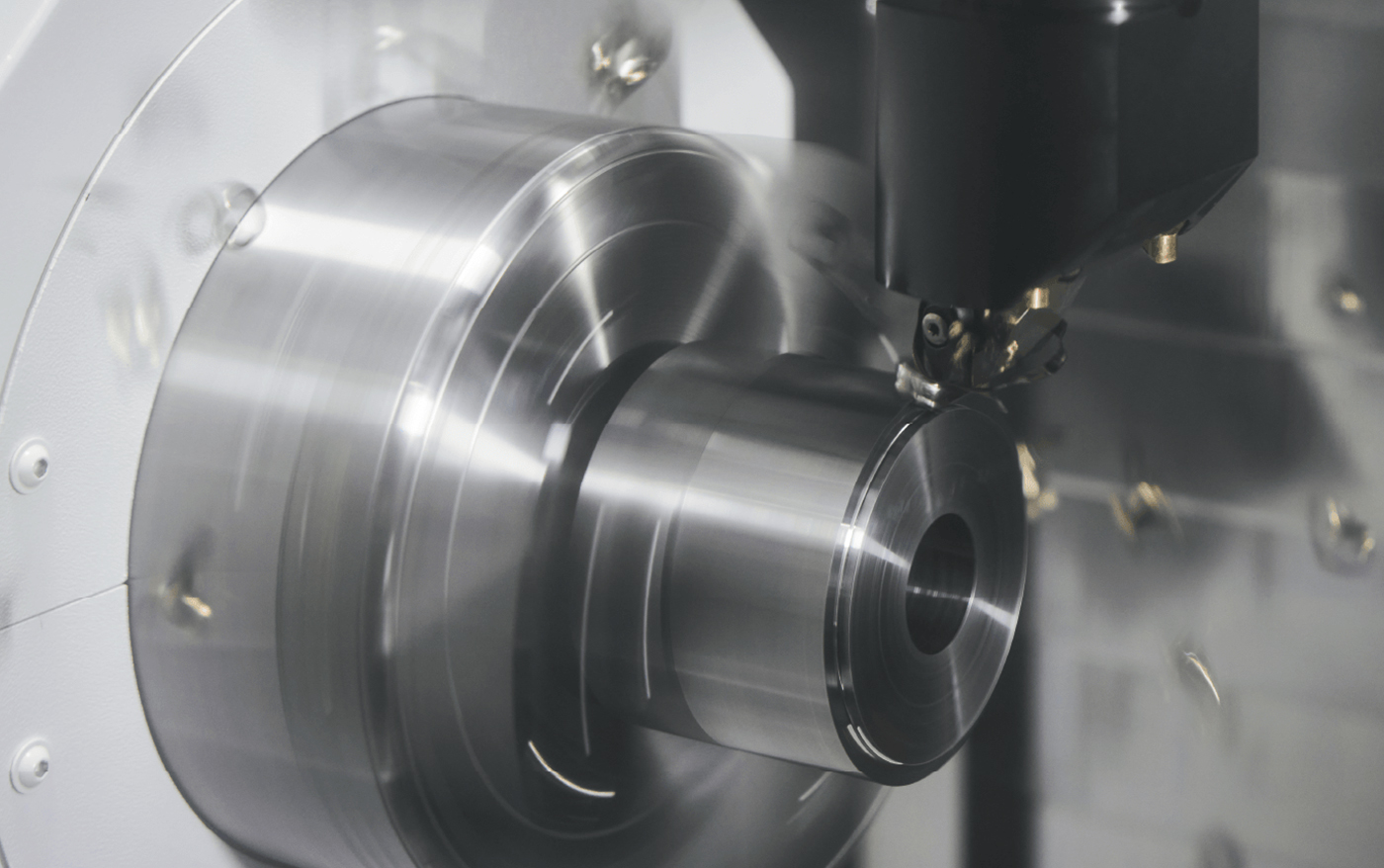
MULTUS U1000/MULTUS U2000,是可实现高精度同步5轴加工及强力加工的紧凑型复合加工中心。H1刀塔的旋转轴(B轴)及主轴的旋转轴(C轴),均采用了绝对位置检测功能与高刚性旋转轴结构。因此,不仅实现了稳定的高精度加工,更具备了可媲美单台车床或加工中心的高加工能力。在复合加工机中心上,也能轻松再现客户在单台机床上积累的加工技术,并利用其高加工能力实现工序集约。可顺利实现从单台机床工序分割向复合加工中心工序集约的平滑过渡。从要求高精度的半导体制造设备零件和医疗器械等产业,到广泛的各类领域,为复杂形状零件的生产率提升作出贡献。
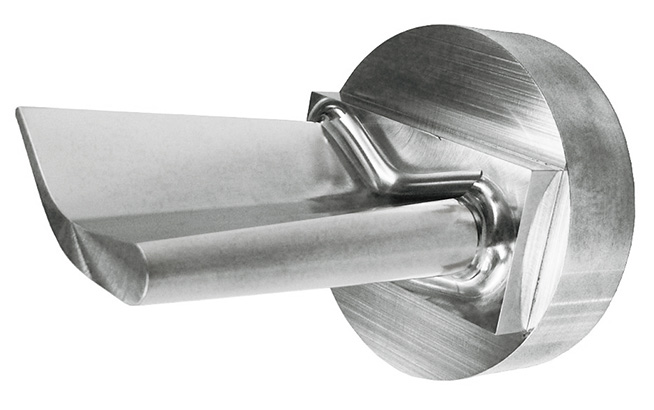 工业机械零件:涡轮叶片
工业机械零件:涡轮叶片
 医疗用部件:人工髋关节
医疗用部件:人工髋关节
| 双向定位精度 |
| X轴(移动量550mm) |
1.0µm |
| Y轴(移动量220mm) |
1.4µm |
| Z轴(移动量880mm) |
1.9µm |
| B轴(移动量240°) |
3.7sec |
| C轴(移动量360°) |
2.2sec |
| 双向重复定位精度 |
| X轴(移动量550mm) |
0.8µm |
| Y轴(移动量220mm) |
1.2µm |
| Z轴(移动量880mm) |
1.5µm |
| B轴(移动量240°) |
1.0sec |
| C轴(移动量360°) |
2.1sec |
※MULTUS U2000绝对值光栅尺规格 实测例(依据ISO230-2测量方法)
※上述实测值是在本公司工厂内按照ISO230-2规定的试验方法得出的数值。并非是保证精度的数值。
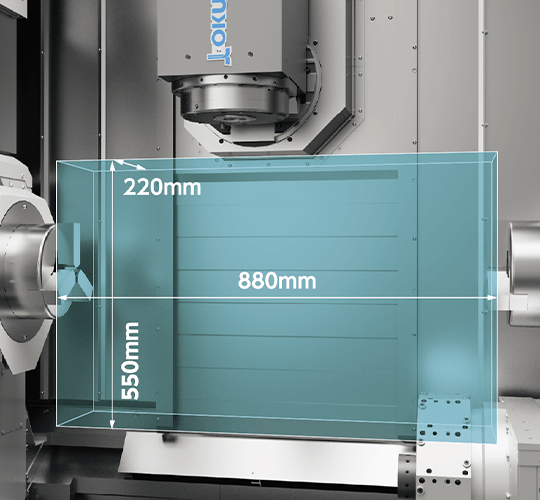
充分发挥行程范围,实现灵活加工
Y轴全程实现强力切削
宽广加工范围优化铣削较多的复杂形状零部件加工。
具备同级别最大Y轴行程并采用了灵活的高刚性立柱移动式结构,实现Y轴全程高精度强力加工。
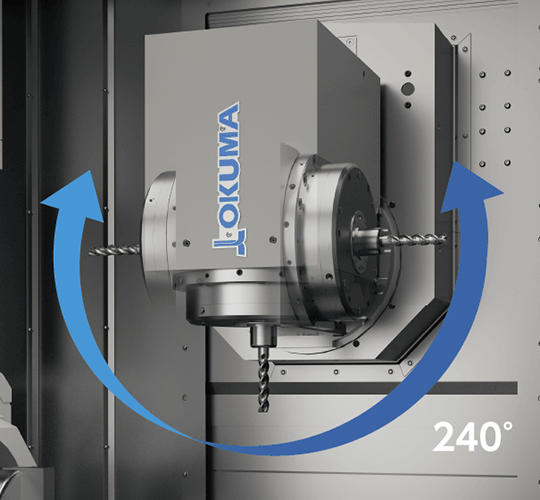
宽广的B轴旋转范围 240°
依靠B轴240°的宽广旋转范围,使主轴和对向主轴拥有同等的加工区域。此外,NC-B轴规格(特殊规格)中的B轴驱动采用了零反向间隙的滚子齿形凸轮,实现了高精度5轴联动。
C轴的高精度定位 0.0001°控制
标准配置采用了主轴和对向主轴均可实现精密分度的高精度C轴。可完成复杂形状工件的高精度加工。此外,通过强力铣削的机床支撑结构,实现了高精度与高效率加工的兼顾。
无论铣削,车削均能实现优异的加工效率,亦适用于难切削材料
| 强力切削 |
钻孔 |
| 3.0mm2 |
ø40刀片式 |
| 切削速度 |
150m/min |
切削速度 |
150m/min |
| 切削深度 |
6mm |
进给速度 |
0.24mm/rev |
| 进给速度 |
0.5mm/rev |
|
注: 本手册提到的上述“实测值”只作为示例,可能会由于规格、刀具和切削条件的不同而无法获得。
| 立铣刀 |
面铣刀 |
| ø20立铣刀 7刃 |
ø50面铣刀 5刃 |
| 切削速度 |
200m/min |
切削速度 |
300m/min |
| 切削深度×切削宽度 |
4×20mm |
切削深度×切削宽度 |
3×35mm |
| 进给速度 |
4,011mm/min |
进给速度 |
2,865mm/min |
| 切削量 |
321cm3/min |
切削量 |
301cm3/min |
| 钻孔 |
攻丝 |
| ø200超硬钻头 |
M20 P2.5 |
| 切削速度 |
135m/min |
切削速度 |
35m/min |
| 进给速度 |
430m/min |
进给速度 |
1.393m/min |
注: 本手册提到的上述“实测值”只作为示例,可能会由于规格、刀具和切削条件的不同而无法获得。
减少时间浪费,缩短加工时间
| 通过ATC换刀臂动作高速化,缩短刀具交换时间 |
| CTC min* |
6.0秒 |
| 采用“电动ATC刀库门”,缩短ATC刀库门开闭时间 |
| ATC刀库门运行时间 |
0.4秒 |
*根据基于ISO 10791-9(2001)(JIS B 6336-9)的测量方法
| 快速进给速度
|
X、Z轴 |
50m/min |
| Y轴 |
40m/min |
| 快速进给速度 (最大) |
|
0.5G |
基本信息
| 项目 |
单位 |
MULTUS U1000 |
MULTUS U2000 |
| 容量能力 |
最大加工直径 |
mm |
ø650 |
ø650 |
| 最大加工长度 |
mm |
830 |
830 |
| 主轴 |
主轴转速 |
min-1 |
6,000 |
5,000 |
| 主轴端形状 |
– |
ø140平面型 |
A2-6 |
| 主轴轴承内径 |
– |
ø100 |
ø120 |
| 刀架 |
形式 |
– |
H1 |
H1 |
| 刀具安装把数 |
– |
L、M共用1把 |
L、M共用1把 |
| 旋转刀具主轴 |
主轴转速 |
min-1 |
12,000 |
12,000 |
| 快速进给速度 |
m/min |
X:50、Z:50、Y:40 |
X:50、Z:50、Y:40 |
| min-1 |
C:200、B:30 |
C:200、B:30 |
| 自动刀具交换装置 |
刀柄型式 |
– |
HSK-A63 |
HSK-A63 |
| 刀库容量 |
把 |
80 |
80 |
| 刀具最大长度 |
mm |
250 |
250 |
| 电机 |
主轴用电机 |
kW |
11.5/7.5(5分/连续) |
22/15(30分/连续) |
| 对向主轴用 |
kW |
16/11(5分/连续) |
16/11(5分/连续) |
| 机床尺寸 |
高度 |
mm |
2,600 |
2,600 |
| 占地面积 |
mm |
4,446 x 2,345 |
4,446 x 2,345 |
| 规格 |
对向主轴、下刀架 |
对向主轴、下刀架 |



