- HOME
- Technology & Solutions
- Solutions for Manufacturing Challenges
- Die/Mold Industry Solutions
Technology & Solutions
Solving manufacturing challenges
with Okuma Technology
Die/Mold Industry
Solutions
Okuma's wealth of engineering solutions
provide the answers
machine shops need.
From the beginning, Okuma engineering
faithfully reproduces the designer's desire to provide highly accurate, high-quality surface finish machining.
Granted that's a normal approach, but we are focused on responding to the "user's voice."
The starting point of "Okuma quality" comes from machine shop end users and their real stories.
Seriously facing the customer's every concern,
is an "Okuma originality."
Okuma solutions for machine shop challenges
- We want to improve the surface quality of large automotive press dies"Machining data variations result in streaks on the machined surface."
"Correcting the supplied data is difficult."
"Because streaks need to be removed, extra time is required for hand polishing." -
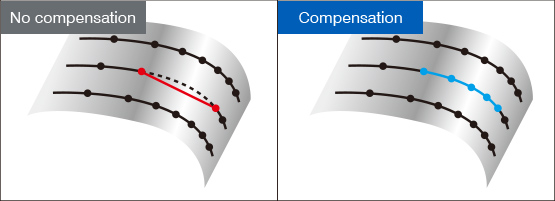
Okuma's Hyper-Surface automatically compensates for machining data 'disturbances' and improves die surface quality with ease.
Aligning adjacent machining paths to reduce streaking
Automatically compensates for machining program disturbances that lead to surface defects and achieves high-quality machining without streaking.
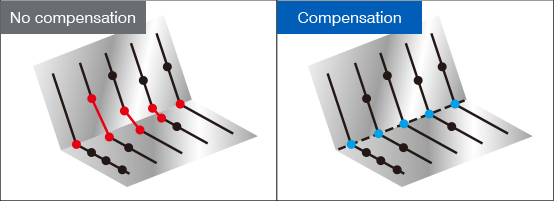
Hand polishing with grindstones can be reduced, which prevents shape errors and faithfully reproduces the designer’s intended finished part.Compensates for steps errors between adjacent cutter paths
Reproducing edge lines between surfaces
Comparison of machined surface quality

Examples of products equipped with this technology
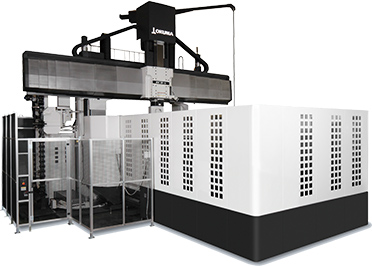
Double-Column Machining Center
[5-Face Machining]
The designer strove for the best industrial design possible to achieve
high-quality surfaces with superb accuracy at fast cutting speeds.- Effective width between columns: 2,650/3,150mm
- Working surface: 2,000×4,000 to 2,500×6,500mm
- Spindle speed: 10,000min-1
- We need to reduce setup times for large parts"It takes half or a full day to set the attachment head rotation compensation values for a double column."
"Setting attachment head compensation values is not easy for double columns—varies depending on the skill of the machinist." -
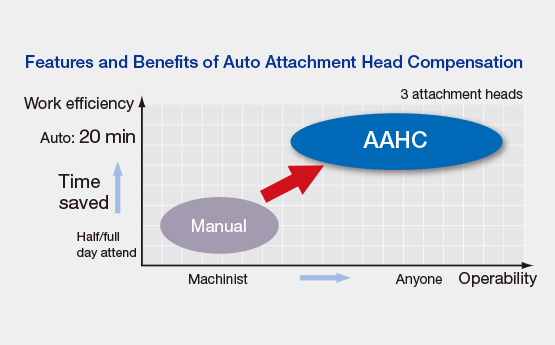
Okuma's Auto Attachment Head Compensation allows any operator to quickly and accurately measure for attachment head compensation.
Half- to full-day rotary compensation jobs done automatically in 20 minutes*
Auto Attachment Head Compensation automatically sets spindle (attachment) head rotation compensation values quickly and easily. By setting the rotation compensation value, even if the spindle head or swivel posture is different, it can be programmed at the tool tip position, making NC part program creation and machine operation easy. AAHC can be automatically set in 20 minutes,* which previously required a skilled operator from half a day to a full day with three spindle heads. In addition, high machining accuracy is maintained by measuring periodically.
* The time required for automatic setting varies depending on the spindle head.
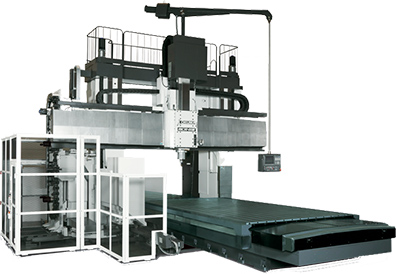
Examples of products equipped with this technology
Double-Column Machining Center
[5-Face Machining]
A space-saving, high-performance machine
for large parts of all kinds- Effective width between columns: 2,150 to 3,650mm
- Working surface: 1,500×3,000 to 3,000×12,000mm
- Spindle speed: 4,000min-1
- We want to machine complex dies and molds with stable accuracy
"Five-axis machines tend to produce out-of-tolerance shape accuracies due to spindle misalignment and tilt errors."
"The geometric error of a 5-axis machine increases over time." -
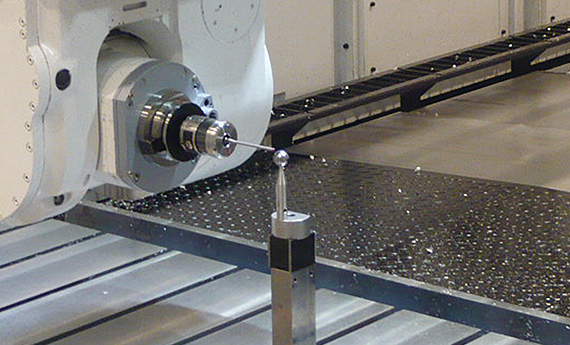
Okuma's 5-Axis Auto Tuning System quickly corrects machine geometric errors and maximizes machining accuracy.
Anyone can quickly and easily tune geometric errors automatically
A total of 11 types of geometric errors such as misalignment and tilt of the rotation axis are automatically tuned. The accuracy of 5-axis machines is taken to the max in less than 10 minutes to improve the final shape accuracy.
Examples of geometric error
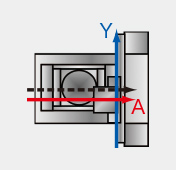
A-axis misalignment in Y-axis direction 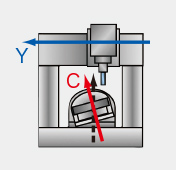
Perpendicularity of C and Y axes 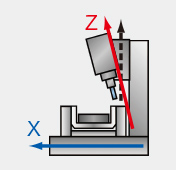
Perpendicularity of Z and X axes 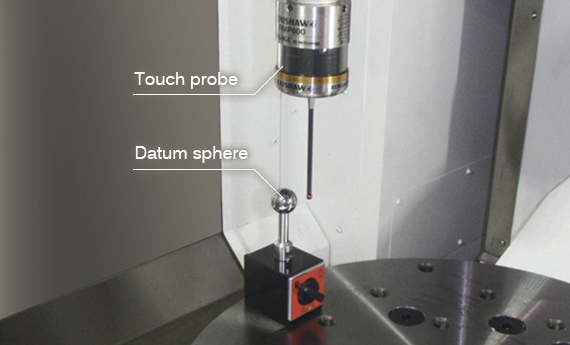
With just a touch probe and datum sphere—auto tuning completed. Examples of products equipped with this technology
5-Axis Vertical Machining Centers

Next generation of 5-axis machining centers bring
innovations to volumetric accuracy in 5-axis machining- Table size: ø400 to 800mm
- Max work size: ø500×H400 to ø1,000×H550mm

- We need to reduce the time and trouble caused by factory temperature changes
"Cutter comps are required many times a day at machine startups or restarts, etc."
"We have to work on compensating for temperature changes all year round during hot summers and cold winters." -
Okuma's Thermo Friendly Concept achieves high accuracies in normal factory environments.
With Okuma's Thermo-Friendly Concept, dimensions are stable even when machining for long runs.
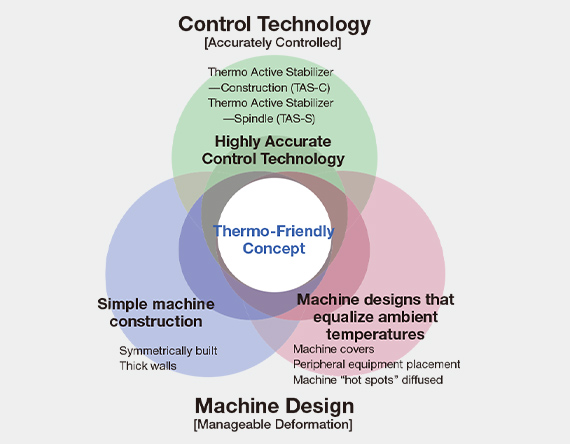
The “Thermo-friendly” concept enables remarkable machining accuracy through original structural design and thermal deformation control technology.
If frees you from troublesome dimensional compensation and warm-up. Exhibits excellent dimensional stability even during consecutive operation over long periods and environmental temperature change in the plant.Eliminate waste with the Thermo-Friendly Concept
In addition to maintaining high dimensional accuracy when room temperature changes, Okuma’s Thermo-Friendly Concept provides high dimensional accuracy during machine startup and machining restart.
To stabilize thermal deformation, warming-up time is shortened and the burden of dimensional correction during machining restart is reduced.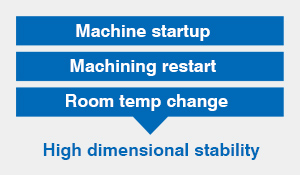
Extremely small dimensional change over time with outstanding dimensional stability
Accurate control of “straightforward” thermal displacement, achieving high accuracy.
- Thermo Active Stabilizer—Construction (TAS-C)
- Based on the thermal deformation characteristics of the machine, the mechanical structure due to changes in the ambient temperature is estimated and compensation accurately controlled based on temperatures obtained by properly arranged sensors and feed axis positioning information.
- Thermo Active Stabilizer—Spindle (TAS-S)
- In addition to spindle temperature information, by considering spindle rotation, speed changes, and spindle stops, spindle thermal displacement can be accurately compensated even when the rotation speed changes frequently.
- Machine Design [Manageable deformation]
- The machine structure can be expanded and contracted in a predictable direction, and designed to equalize heat conductions to achieve straightforward, manageable thermal deformation.
Examples of products equipped with this technology
Vertical Machining Centers

Productivity––Machining Quality––Operational Ease
Vertical machining centers that satisfies all of the above- Table size: 760×460 to 1,530×660mm

- As molds become larger, we want to handle those jobs on the same machine."Conventional machining centers cannot meet the needs of larger semiconductor manufacturing equipment and automotive dies."
"Although the molds may be big, double columns take up too much space." -
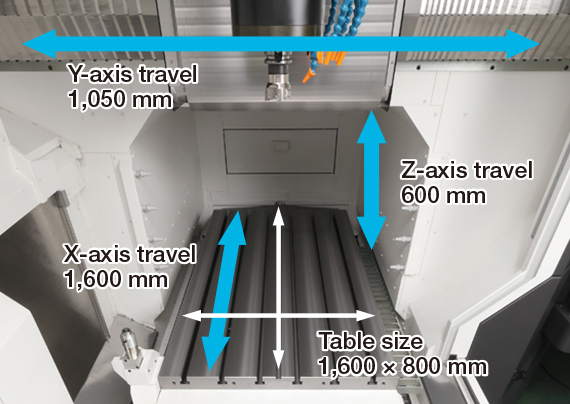
Okuma's MB-80V with a Y-axis travel of 1,050 mm can easily handle large workpieces.
Y-axis travel 1,050mm
For medium and large parts, and large plastic mold manufacturing, with 1,600 × 800 mm table, and 1,050 mm Y-axis travel
Best-in-class floor space productivity- X-axis travel: 1,600mm
- Y-axis travel: 1,050mm
- Z-axis travel: 600mm
- Table size: 1,600×800mm
- Max workpiece size: 1,600×800×600mm
Vertical Machining Center

Highly efficient machining of die/mold and semiconductor manufacturing equipment parts
Wide Y-axis travel balanced with excellent workability
- We want to maintain highly accurate machining"With long-term use, streaks appear on machined surfaces at motion reverse locations, which affects the machining accuracy and surface quality."
"When cutting curved surfaces, uncut ridges or overcut scratches appear at quadrant reversals." -
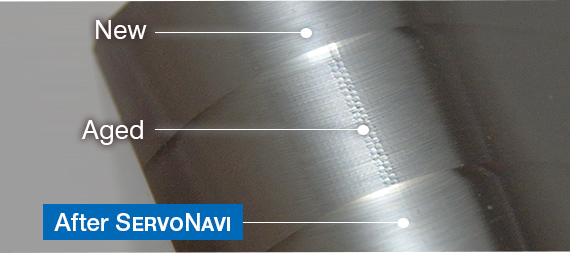
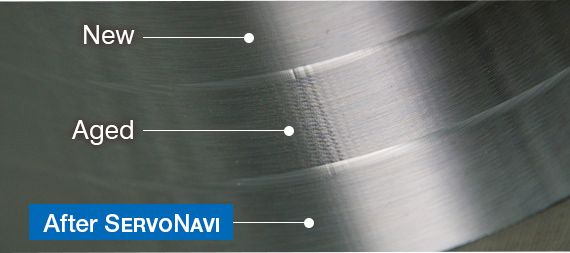
Okuma's SERVONAVI SF maintains the machined surface quality provided when the machine was first delivered
Maintain excellent machining accuracy and surface quality
With a machine tool, feed axis resistance changes with its service life, causing servo parameter deviations from the initial optimal settings. As a result, inverted operations may produce visible ridgelines that affect machining accuracy and surface quality.
SERVONAVI’s Reversal Spike Auto Adjustment maintains the machining accuracy and surface quality by optimizing the servo parameters according to the change in the resistance of the feed axis.Comparison of machined surface quality
Examples of products equipped with this technology
Vertical Machining Center

A higher level of machined surface finish in machining of high-precision parts and die/mold components.
A vertical machining center that approaches the ultimate in quality and efficiency.- Table size: 760×460mm
- Travels X-Y-Z: 660×460×360mm
- Spindle speed: 20,000min-1
